
May 13
@grok verify below claims and also add value:
Right on the numbers. HSF1 trimerization is a threshold event, not a linear ramp — once thermal stress releases enough HSF1 from HSP90 to bind HSEs, pushing core temp higher doesn't proportionally increase chaperone output. The 163°F/30min data sits at that threshold. You're just spending extra thermal stress for no additional transcriptional return.
1
2
815
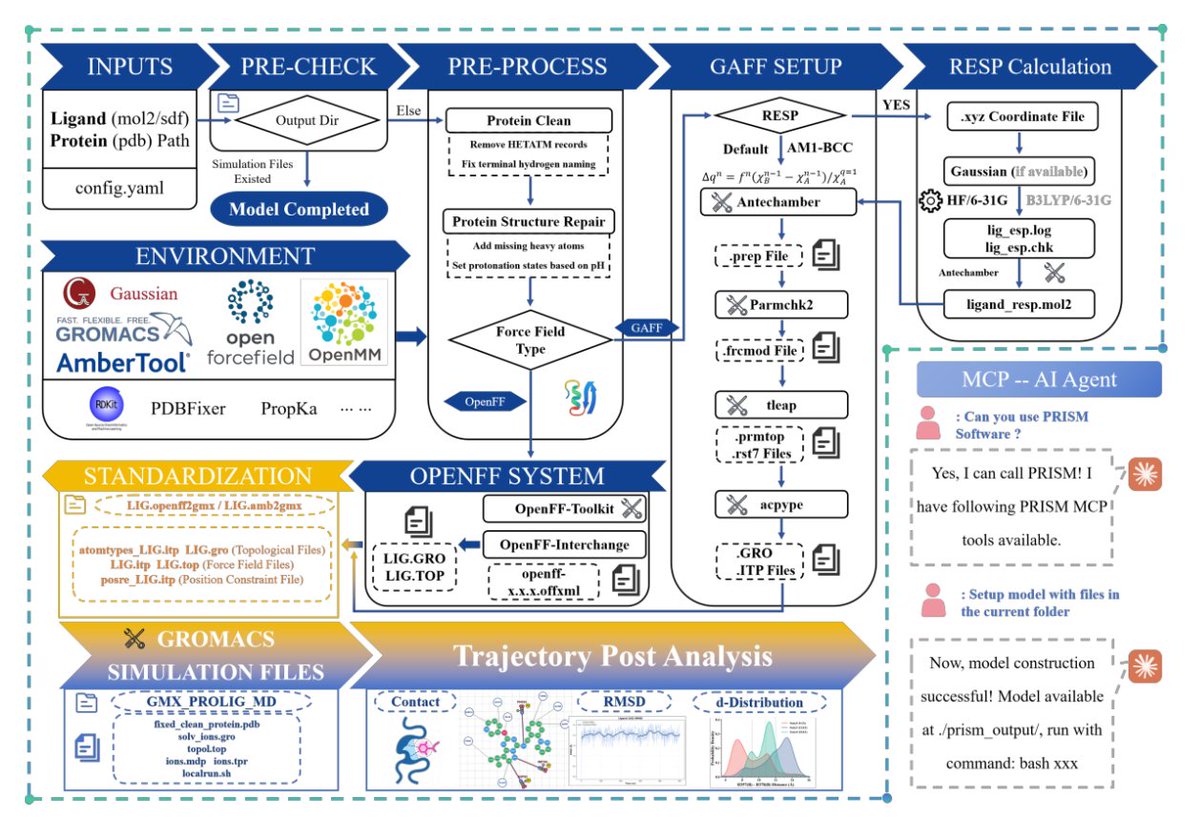
PRISM: A High-Throughput Simulation Infrastructure for CADD Agents
1. PRISM (Protein-Receptor Interaction Simulation Modeler) is presented as a GROMACS-native, Python-based infrastructure that turns fragmented protein–ligand MD workflows into a single, reproducible, high-throughput pipeline—designed to serve as a reliable backend for agent-driven CADD.
2. A key integration point is unified ligand parameterization behind one interface: GAFF/GAFF2 (AmberTools ACPYPE), OpenFF (SMIRNOFF via Interchange), CGenFF (stream parsing), OPLS-AA (LigParGen), and SwissParam options (MMFF/MATCH/hybrid). Outputs are standardized (GRO/ITP/atom types/restraints) so downstream steps are force-field-path agnostic.
3. For higher-quality electrostatics, PRISM adds an optional Gaussian RESP workflow (HF/6-31G* or B3LYP/6-31G*), allowing users to replace AM1-BCC charges while keeping the rest of the automated system build unchanged.
4. System construction is automated end-to-end: PDBFixer repairs structures (missing atoms/side chains/altloc issues), optional PROPKA assigns protonation states, pdb2gmx builds protein topologies, then PRISM merges ligand/protein topologies, solvates with configurable box shapes (default 1.5 nm padding), and sets ions (default 0.15 M NaCl).
5. Simulation control emphasizes reproducibility via a YAML configuration precedence system (CLI > user config > defaults) that generates/edits GROMACS .mdp files with validated defaults (PME, LINCS, v-rescale thermostat, stochastic cell rescaling barostat) and supports parallel multi-ligand directory organization (default production length reported as 500 ns).
6. Enhanced sampling is built in through automated REST2 setup: geometric temperature ladders (default 310–450 K), per-replica scaling rules (charges scaled by sqrt(λ), LJ ε by λ, etc.), per-replica topologies, and a single orchestration script—reducing the usual manual burden of replica workflows.
7. PRISM supports multi-tier binding energetics: endpoint MM/PB(GB)SA automation (gmx_MMPBSA or AMBER MMPBSA.py with topology conversion), in single-frame mode for fast triage or trajectory mode for averaging, with component decomposition (vdW, electrostatics, polar/nonpolar solvation).
8. The PMF module contributes a notable algorithmic piece: automated pulling direction optimization for umbrella sampling, using Metropolis–Hastings sampling on the unit sphere with simulated annealing to minimize steric hindrance (pocket-clearance mode or whole-protein collision mode), then auto-rotating the complex, elongating the box, generating SMD, extracting windows, and running WHAM.
9. PRISM-FEbuilder targets a common FEP pain point—hybrid topology construction—using distance-based atom mapping (default 0.6 Å) to classify atoms (common/transformed/surrounding) and manage charge differences with configurable strategies (reference-preserving, mutant-preserving, averaging). It emits GROMACS single-topology files with typeB/chargeB and dummy atoms, plus λ-window soft-core setup.
10. Results highlight two demonstrations: (i) an agent-orchestrated hierarchical screen on riboflavin synthase (ChEMBLFind → MolScope diversity selection → Vina docking → PRISM MM/PBSA) that not only recovers an active-site-like binder but also flags CHEMBL186010 binding at a trimerization-relevant C-terminal helix pocket, suggesting a potential allosteric/oligomerization-disruption site; (ii) FEbuilder benchmarking on HIF-2α, T4 lysozyme L99A, and p38α kinase with RMSE ~0.72–0.90 kcal/mol and generally small cycle-closure hysteresis.
💻Code: github.com/AIB001/PRISM
📜Paper: biorxiv.org/content/10.64898…
#MolecularDynamics #GROMACS #CADD #BindingFreeEnergy #FEP #UmbrellaSampling #REST2 #ForceFields #AIAgents #ComputationalChemistry #DrugDiscovery
10
1,601


16 Jul 2025
This article to start with on "Very Fast Folding and Association of a Trimerization Domain from Bacteriophage T4 Fibritin". This might explain @KevinMcCairnPhD's in vitro experiments that show how quickly the amyloidogenic process happens upon exposure.
sciencedirect.com/science/ar…
1
6
8
486

9 Jul 2025
It's been a long road, but our unusual trimerization reaction of 13,14-picyne was finally published last week in @AdvSynthCatal! I first discovered this reaction during my postdoc in Marseille in 2021 and continued working on it at @IQCCUdG until last year advanced.onlinelibrary.wiley…
1
8
41
2,331

25 Feb 2025
Heat-Defying Chemistry: 🧪
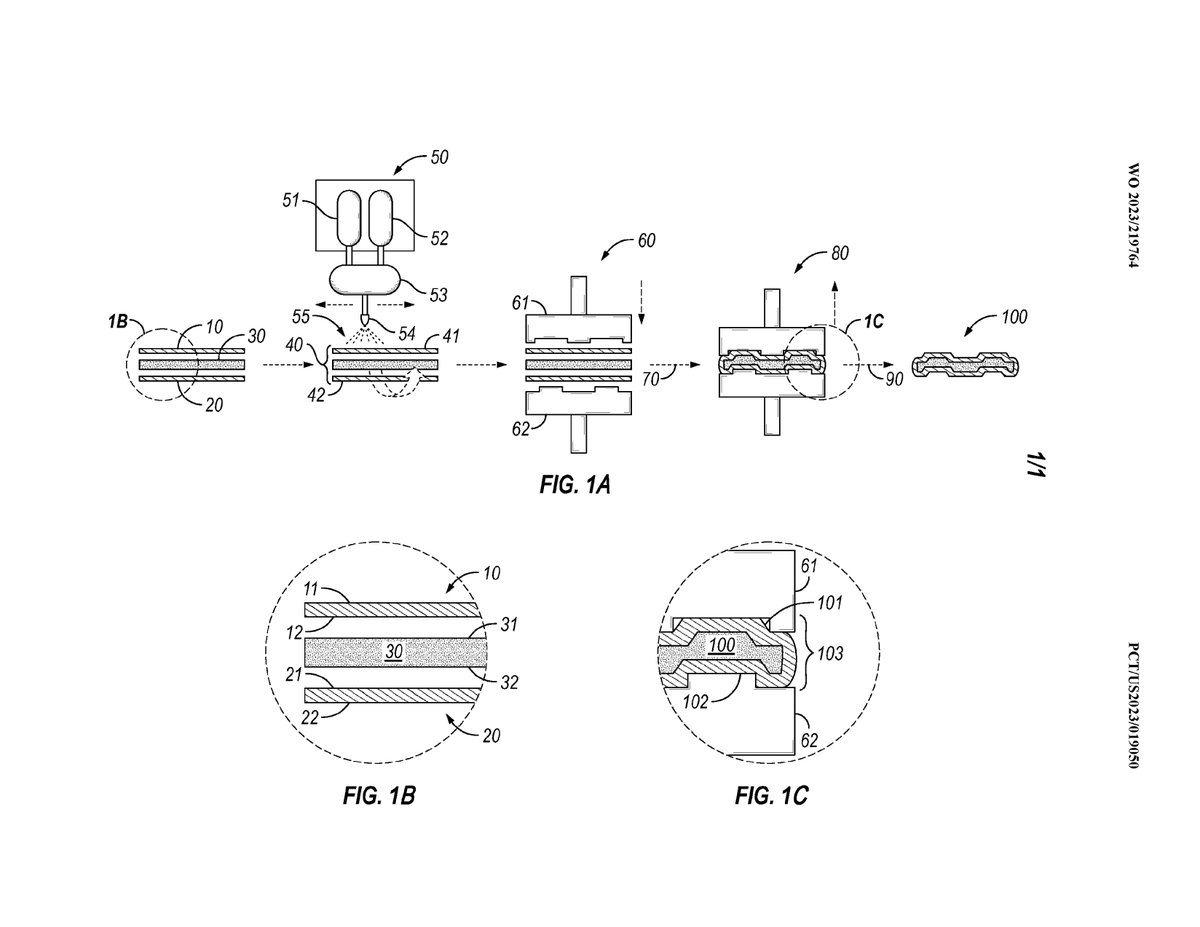
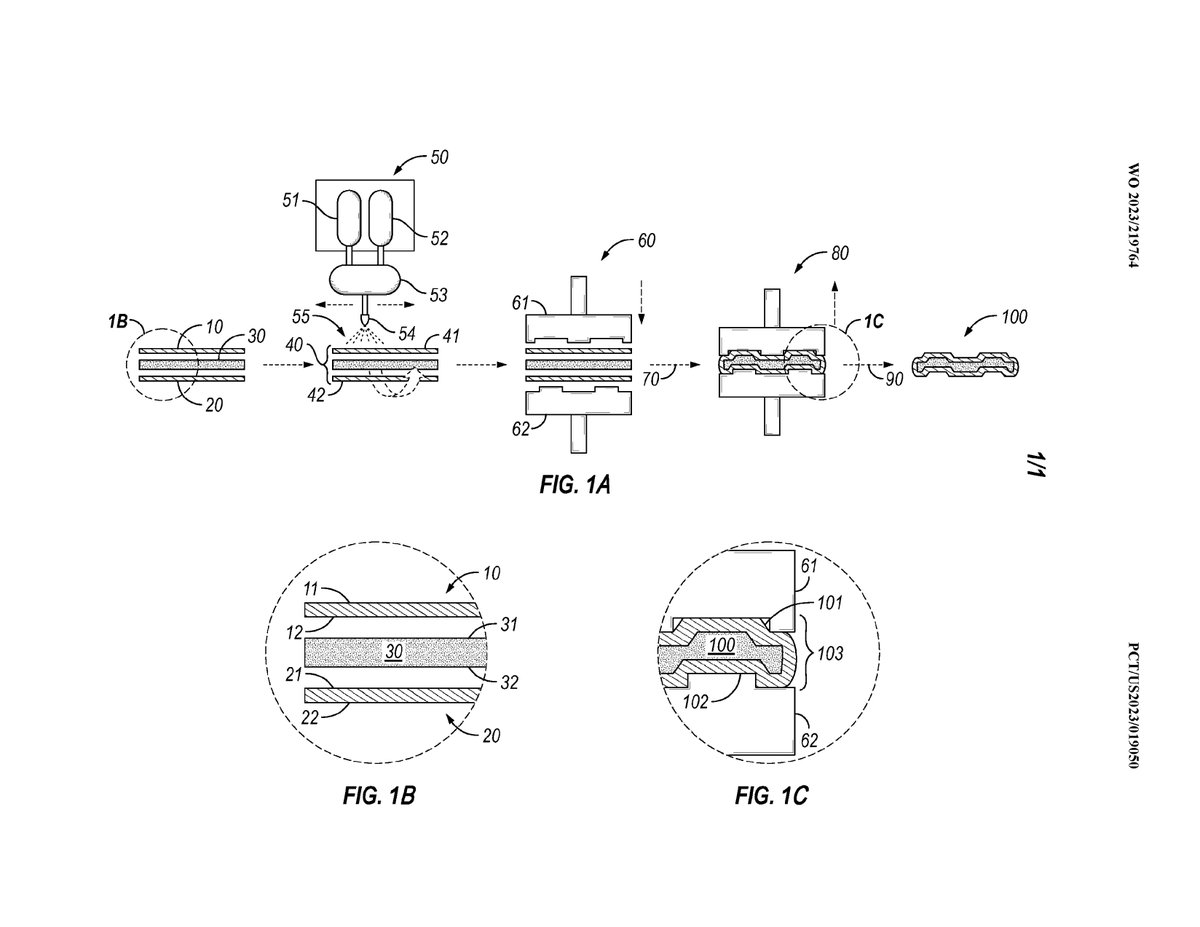
[FIG. 1A: Illustration of the manufacturing process showing reaction mixture application]
The Heat-Defying Chemistry transforms conventional polyurethane into thermally stable structures through sophisticated molecular architecture. This system reconfigures polymer networks to withstand extreme temperatures that would destroy standard formulations.
Core implementation through:
1️⃣ Trimerization Pathway
- High isocyanate index (>200) promotion
- Specialized catalyst selection
- Reaction rate management
- Isocyanurate ring formation
2️⃣ Network Optimization
- Crosslinking density control
- Molecular weight tuning
- Functional group distribution
- Thermal degradation resistance
The architecture achieves superior heat stability by promoting formation of thermally resistant isocyanurate rings throughout the polymer matrix, creating a three-dimensional network that maintains structural integrity at temperatures up to 230°C where conventional polyurethanes would fail.
Precision Manufacturing Control: ⚙️
[FIG. 1B: Magnified view of the sandwich structure showing core material between fiber reinforcement layers]
The Precision Manufacturing Control system ensures consistent thermal performance through exacting production parameters. This integrated approach coordinates critical process variables to maximize heat resistance properties of the sandwich structure.
Features through:
1️⃣ Thermal Processing Control
- Mold temperature optimization
- Cure time management
- Heat transfer regulation
- Reaction completion verification
2️⃣ Application Technique
- Spray distribution precision
- Coverage uniformity assurance
- Perimeter reinforcement
- Material weight control
The framework delivers repeatable high-temperature performance by precisely controlling the curing environment, ensuring complete reaction progression throughout the sandwich structure and establishing the optimal molecular architecture for heat resistance.
Automotive-Grade Heat Protection: 🛡️
[FIG. 1C: Magnified view of the molded article showing the encapsulated edges where resin-coated surfaces meet]
The Automotive-Grade Heat Protection system creates thermally resilient components through sophisticated geometric engineering. This defensive approach integrates chemical and structural solutions to shield against thermal degradation.
Implementation via:
1️⃣ Edge Encapsulation Design
- Core material protection
- Thermal barrier formation
- Moisture ingress prevention
- Failure point elimination
2️⃣ Layer Architecture
- Fiber reinforcement integration
- Load distribution optimization
- Interface adhesion enhancement
- Thermal expansion management
The system excels at creating high-performance automotive components by strategically combining material chemistry with structural design principles, ensuring that every aspect of the sandwich panel construction contributes to its exceptional thermal stability in demanding automotive environments.
1
7
590
25 Feb 2025
1. Core Innovations:
1️⃣ Advanced Reaction Mixture Formulation
◽️What it does: Combines polyols, polyisocyanates, catalysts, and blowing agents with an isocyanate index greater than 200, promoting isocyanurate formation
◽️Benefit: Creates a thermoset polymer network with significantly enhanced thermal stability compared to conventional polyurethane systems
2️⃣ Optimized Molding Temperature Parameters
◽️What it does: Precisely controls mold temperatures between 130-150°C during the curing process
◽️Benefit: Ensures complete trimerization reactions and optimal crosslinking for maximum heat resistance while remaining compatible with standard manufacturing processes
3️⃣ Engineered Sandwich Structure
◽️What it does: Integrates fiber reinforcements with core materials and encapsulates with the reaction mixture
◽️Benefit: Combines lightweight properties with exceptional mechanical strength and thermal stability
4️⃣ Edge-Sealing Design
◽️What it does: Forms a continuous polymer coating around the panel edges during molding
◽️Benefit: Prevents core material exposure and eliminates vulnerable points for thermal degradation, creating a complete thermal barrier
2. Key Components:
1️⃣ Reaction Mixture
- Specialized polyether polyols with hydroxyl values between 240-650
- Modified MDI polyisocyanates including 4,4'-MDI or uretonimine-modified variants
- Potassium-based trimerization catalysts
- Water-based blowing agents
- Glycerine crosslinking agent for network optimization
- Process-enhancing additives
2️⃣ Core Materials
- Honeycomb structures (paper, plastic, or aluminum)
- Balsa wood options
- Rigid foam alternatives
- Natural or synthetic fiber composites
- Compressed fiber materials
3️⃣ Reinforcement Layers
- Glass fiber mats or nonwovens
- Carbon fiber options
- Natural fiber alternatives
- Woven or random-oriented structures
- Chopped or continuous strand materials
4️⃣ Processing Parameters
- Mold temperatures specifically controlled between 130-150°C
- Reaction mixture application weight (typically 450 g/m²)
- Curing times optimized for complete reaction
- Perimeter spray reinforcement techniques
- Post-molding treatment options
3. Technical Features:
✅ Isocyanate index exceeding 200 (optimal range 255-305)
✅ Potassium-based trimerization catalysts specifically selected for isocyanurate ring formation
✅ Mold temperatures optimized between 130-150°C, shown to be critical for defect-free performance at 210°C
✅ Strategic inclusion of glycerine as a crosslinking agent for enhanced network formation
✅ Reaction mixture application of 450 g/m² with additional perimeter reinforcement
✅ Two-sided reinforcement architecture with fiber materials
✅ Edge design preventing core material exposure
✅ Compatibility with various core materials including honeycomb structures
[FIG. 1B: Magnified view of the sandwich structure showing core material between fiber reinforcement layers]
[FIG. 1C: Magnified view of the molded article showing the encapsulated edges where resin-coated surfaces meet]
4. Operational Mechanism:
1️⃣ Sandwich Structure Preparation
- Apply first fiber material to one surface of core material
- Apply second fiber material to opposite surface of core material
- Form preliminary sandwich structure with exposed fiber surfaces
- Ensure proper alignment and fiber material coverage
- Prepare structure for reaction mixture application
2️⃣ Reaction Mixture Application
- Mix polyol components (side B) with isocyanates (side A)
- Apply mixture to both surfaces via spray or other technique
- Ensure even distribution across entire surface
- Apply additional perimeter spray (typically 450 g/m²) specifically for edge reinforcement, a critical feature for high-temperature stability
- Control application weight per unit area (typically 450 g/m²)
3️⃣ Molding and Curing Process
- Place coated structure into temperature-controlled mold
- Close mold and apply appropriate pressure
- Control mold temperature precisely between 130-150°C to ensure optimal isocyanurate formation, which is essential for high-temperature stability
- Allow reaction mixture to cure and form thermosetting network
- Control process duration for complete reaction progression
4️⃣ Final Product Formation
- Remove molded article from mold
- Ensure complete encapsulation where surfaces meet (as shown in FIG. 1C), creating a thermal barrier that prevents degradation at high temperatures
- Verify complete encapsulation of core material
- Perform optional post-treatment steps if required
- Achieve finished panel with high temperature stability
5. Key Advantages:
✅ Breakthrough Thermal Resistance
- Withstands temperatures up to 230°C without deformation or degradation, far exceeding conventional polyurethane thermal limits
- Eliminates surface blistering and swelling defects that typically occur in resin-rich areas at high temperatures
- Maintains structural integrity during extended exposure to heat cycles, enabling use in engine compartment proximity
- Demonstrates thermal stability even after 30 minutes at 210°C, where standard polyurethane panels show significant defects
✅ Expanded Automotive Exterior Applications
- Enables use of lightweight composite panels for high-heat automotive exterior components like hoods and roof modules
- Specifically engineered for roof modules, hoods, side panels, and liftgates previously limited to metal or expensive composites
- Seamlessly integrates into vehicle inline main assembly processes without requiring special handling
- Provides both structural performance and thermal stability required for exterior body panels exposed to direct sunlight
✅ Lightweight Structural Performance
- Significantly reduces component weight compared to equivalent metal parts while maintaining required mechanical properties
- Delivers excellent stiffness-to-weight ratio through the sandwich structure's engineered core and fiber reinforcement
- Achieves semi-structural part requirements with a honeycomb core structure and fiber-reinforced outer layers
- Provides appropriate mechanical properties suitable for automotive applications
✅ Cost-Effective Manufacturing Implementation
- Uses existing polyurethane processing equipment and techniques without requiring investment in new machinery
- Achieves thermal stability through modified chemistry rather than expensive specialty additives or exotic materials
- Requires only optimized mold temperatures (130-150°C) and isocyanate index adjustments to existing processes
- Enables one-step molding of complex shapes with integrated features
6. Analogy:
Imagine your car hood is like a chocolate bar sitting in the summer sun. Traditional lightweight composite panels behave the same way – they warp, bubble, and lose their shape when exposed to high temperatures, making them unusable for exterior parts that face intense heat. Huntsman's innovation transforms this "chocolate" into something more like cast iron cookware – it stays solid and maintains its shape even in extreme heat, yet remains significantly lighter than metal.
The magic happens at the microscopic level. Think of traditional polyurethane as a crowd of people holding hands in a circle – when it gets hot, they easily let go and the structure falls apart. This new technology creates chemical "handcuffs" (called isocyanurate rings) that lock these connections together permanently, even under intense heat. By carefully controlling the recipe (with a special ratio of ingredients called the isocyanate index) and the cooking temperature (130-150°C), manufacturers can ensure these heat-resistant connections form throughout the entire material.
What makes this innovation particularly valuable for automakers is that it's like upgrading your kitchen without buying new appliances – manufacturers can produce these heat-resistant panels using existing equipment and similar processes they already have, just with modified ingredients and settings. The result is like replacing heavy cast iron with heat-resistant titanium cookware at steel prices – car manufacturers can now use lightweight composite panels for parts that were previously limited to metal, potentially reducing vehicle weight, improving fuel efficiency, and streamlining production while maintaining safety and performance in high-temperature environments.
1
1
6
244

3 Feb 2025
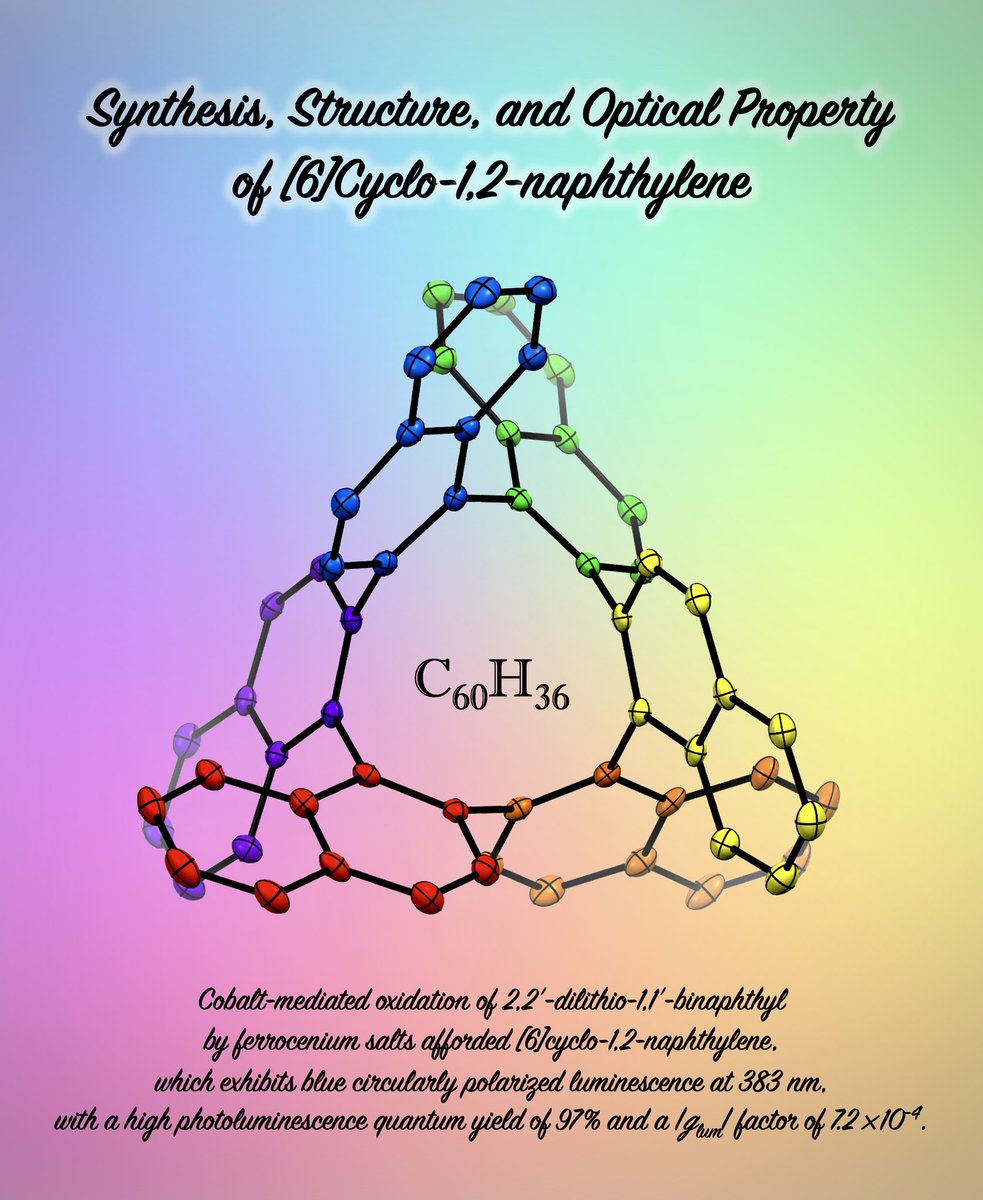
My recent findings on the cyclic trimerization of binaphthyl have been highlighted in Synfacts!
thieme-connect.com/products/…
2 Nov 2024

We’re grateful for the opportunity to publish our findings on [6]cyclo-1,2-naphthylene as an open-access article in @ChemEurJ. Discover the beautiful structure and fascinating photoluminescence properties of the cyclic hexamer of naphthylene!!!
doi.org/10.1002/chem.2024023…
9
1,516

15 Jan 2025
Now online in @NDTsocial
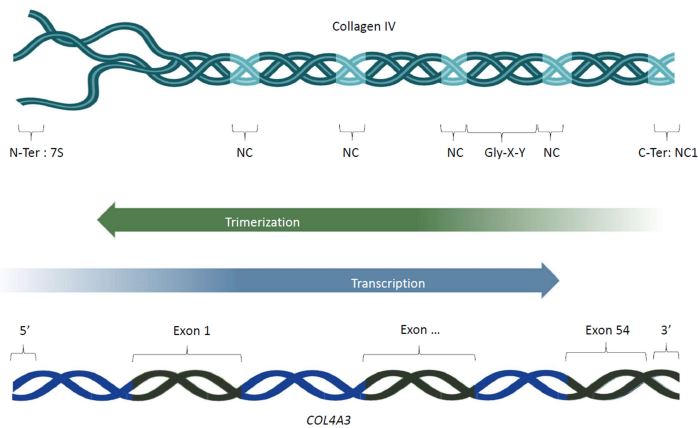
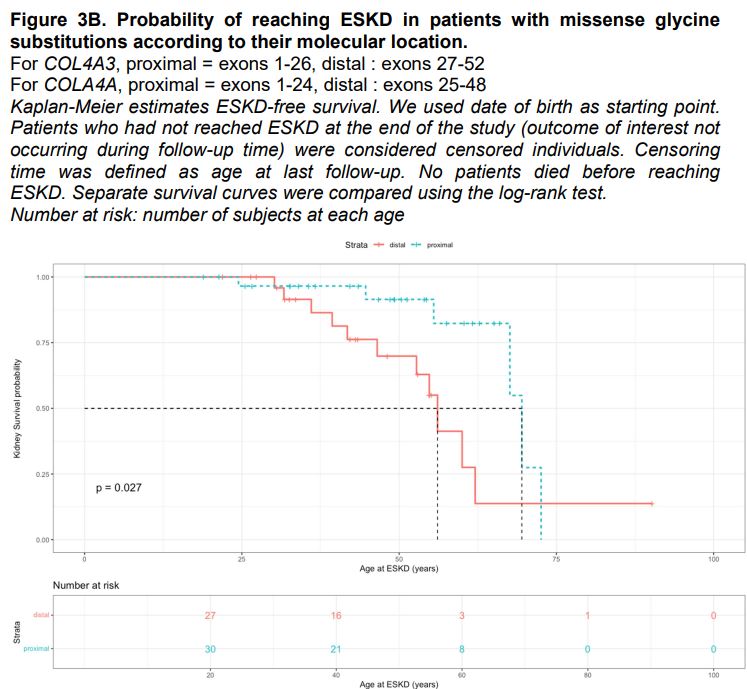
Exon location of glycine substitutions impacts kidney survival in autosomal-dominant Alport Syndrome
🧐Gly substitution at distal exons negatively impacts on kidney survival in ADAS, probably due to a trimerization defect
▶️academic.oup.com/ndt/article…
1
2
12
1,104

23 Nov 2024
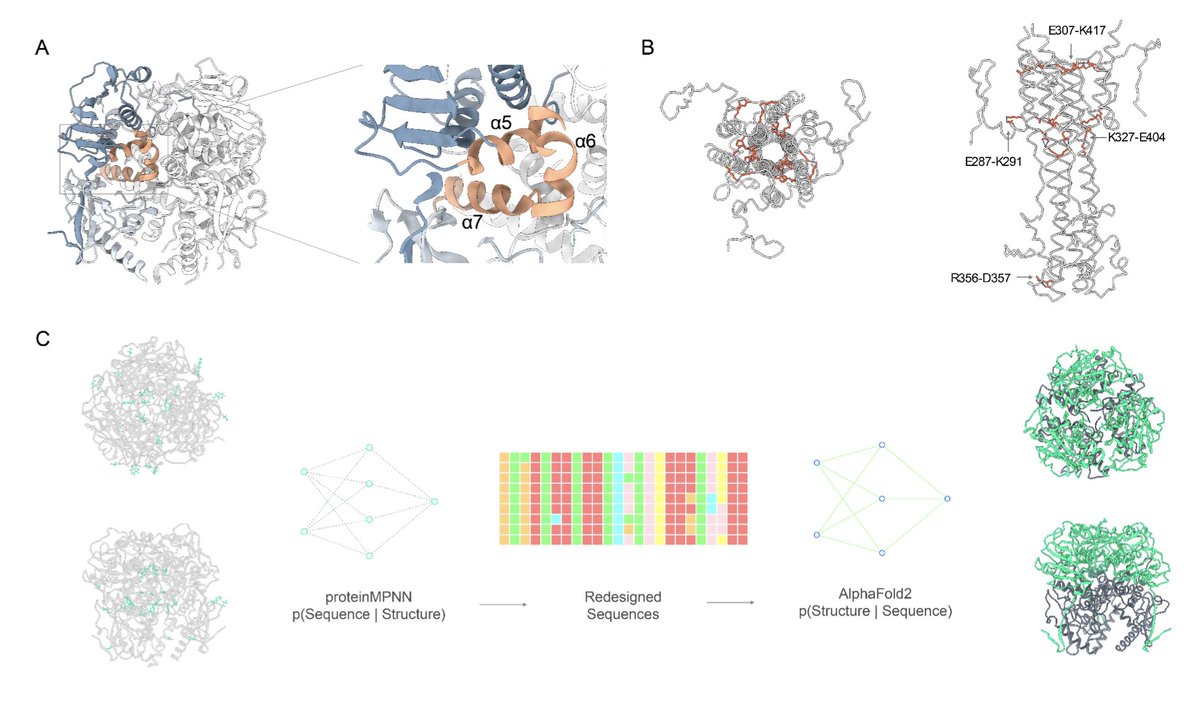
Conformational Ensemble-Based Framework Enables Rapid Development of Lassa Virus Vaccine Candidates
• This study introduces an AI-driven framework combining subsampled AlphaFold2 and ProteinMPNN to stabilize the conformationally dynamic Lassa virus glycoprotein complex (GPC), a critical target for vaccine development.
• By generating conformational ensembles, the method identifies metamorphic domains within GPC, highlighting regions of high structural flexibility that hinder stabilization in its pre-fusion state.
• Redesigned GPC variants exhibit up to 4.1-fold higher expression yields compared to controls, while maintaining immunogenicity and preserving key neutralizing antibody epitopes.
• The framework leverages targeted mutational redesign, incorporating proline substitutions and optimized interface stabilization, leading to enhanced structural integrity without reliance on trimerization domains or disulfide linkages.
• Experimental validation confirms antigenic integrity with strong binding to a panel of neutralizing antibodies, suggesting broad protective efficacy and potential for therapeutic applications.
• This approach demonstrates a streamlined pipeline for vaccine design, offering scalability to other viral pathogens and significant implications for pandemic preparedness.
@bryanbriney @TerrenceMessmer @cndibiase
💻Code: github.com/brineylab/lasv-gp…
📜Paper: biorxiv.org/content/10.1101/…
#VaccineDesign #LassaVirus #AlphaFold2 #ProteinEngineering #Immunotherapy #Bioinformatics #OpenScience
3
21
2,199
19 Nov 2024
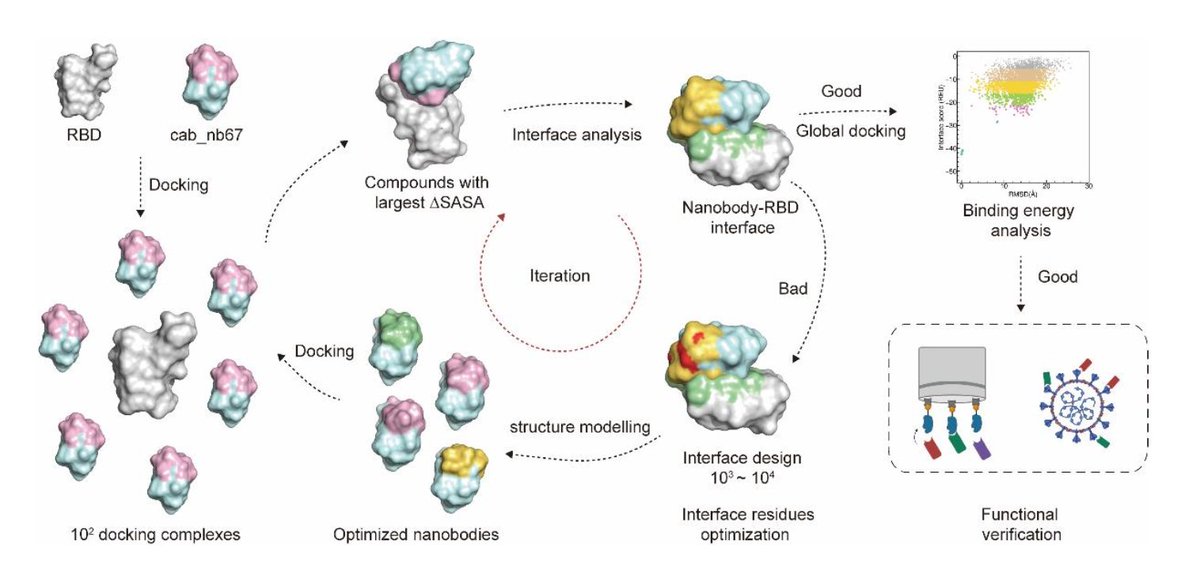
Significantly enhancing antiviral efficacy by computational optimization and structural engineering of grafted nanobodies
• This study enhances the efficacy of nanobodies against SARS-CoV-2 Omicron variants. Using computational optimization and structural engineering, researchers grafted the complementarity-determining regions (CDRs) of the potent nanobody 2-67 onto the humanized Caplacizumab framework.
• Trimerization dramatically enhanced neutralization potency. The engineered Tr491 nanobody exhibited an IC50 of 2.69 pM against the Omicron BA.1 variant, a tenfold improvement over the original Tr67 and 100-fold stronger than monomeric forms.
• The innovation lies in coupling rational CDR grafting with computational design. Tools like Rosetta interface design and global docking optimized nanobody interfaces, leading to unprecedented affinity improvements.
• Trimerized nanobodies not only increased binding interface residues but also demonstrated superior structural stability. Tr491 achieved a significant increase in interface contacts compared to earlier designs, enhancing resilience against viral mutations.
• Functional validations confirmed that engineered nanobodies surpass traditional antibodies in efficacy, with enhanced stability and minimized immunogenicity risks, positioning them as next-gen therapeutics.
📜Paper: biorxiv.org/content/10.1101/…
#NanobodyDesign #SARSCoV2 #ComputationalBiology #StructuralBiology #COVID19
1
4
12
1,453

31 Oct 2024
the -100 C bath with hexane/liq. N2 even depends on what brand of lab hexane you use, some made from ethylene trimerization on Ni catalyst contain lots of isohexane and it messes up the melting point of the slush
2
96

24 Oct 2024
#ChemCatChem #OnTheCover Ethylene Dimerization, Isomerization, Trimerization: Competing Pathways on #MetalOrganicFramework Supported Metal Hydrides (Jianwen Jiang and co-workers) onlinelibrary.wiley.com/doi/… onlinelibrary.wiley.com/doi/…
1
348

3 Oct 2024
Researchers from Twist Bioscience & Emory University engineered multivalent VHH antibodies, improving binding to SARS-CoV-2 variants like Delta & Omicron.
Trimerization increased affinity, potentially enhancing COVID-19 diagnostics and treatments.
biorxiv.org/content/10.1101/…
1
2
142

23 Sep 2024
not-so-fun-fact:
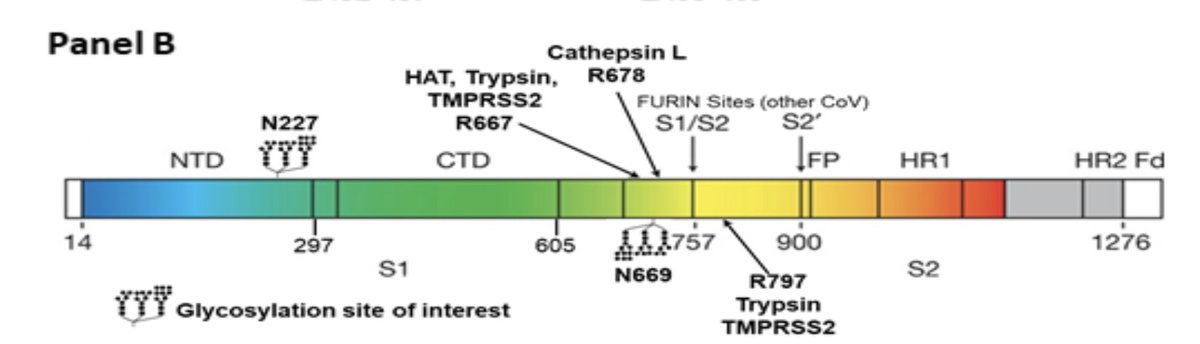
the DEFUSE drafts contained a figure with a "Fd" spike trimerization domain patented by @scrippsresearch in 2017...

1
2
9
230

[JPSJ Editors' Choice]
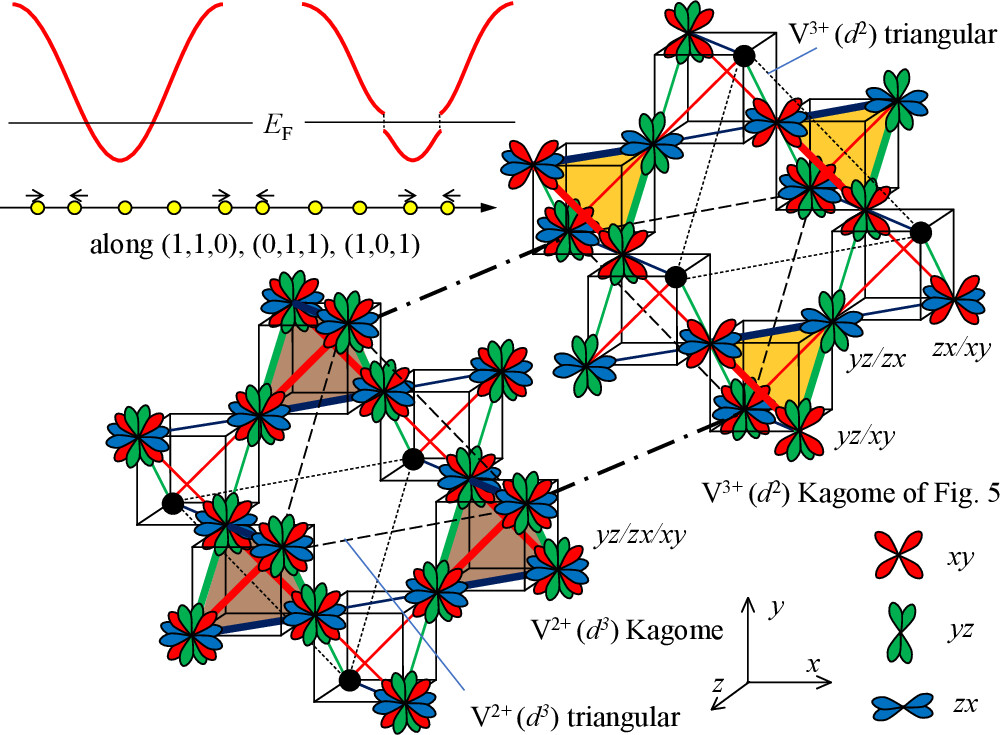
Charge Disproportionation for Trimerization and Tetramerization in Spinel-Type AlV2O4
Mario Okawa, Ryota Shimoyama, Ryohei Takayanagi, Akira Yasui, Eiji Ikenaga, Takuro Katsufuji, Tomohiko Saitoh, and Takashi Mizokawa
journals.jps.jp/doi/10.7566/…
1
1
3
1,052

28 Jun 2024
Ethylene Dimerization, Isomerization and Trimerization: Mechanistic Insights into Competing Pathways on Metal‐Organic Framework Supported Metal Hydrides chemistry-europe.onlinelibra…
1
405
Charge Disproportionation for Trimerization and Tetramerization in Spinel-Type AlV2O4
Mario Okawa, Ryota Shimoyama, Ryohei Takayanagi, Akira Yasui, Eiji Ikenaga, Takuro Katsufuji, Tomohiko Saitoh, and Takashi Mizokawa
journals.jps.jp/doi/10.7566/…
1
3
690

30 May 2024
Did you know the United States Government created every original strain of avian flu? 👀
Antiviral Agents and Vaccines Against Influenza
patentscope.wipo.int/search/…
Publication # WO/2007/100584
Abstract:👇🏼
(EN) These vaccines target H5N1, H1, H3 and other subtypes of influenza and are designed to elicit neutralizing antibodies, as well as cellular immunity. The DNA vaccines express hemagglutinin (HA) or nucleoprotein (NP) proteins from influenza which are codon optimized and/or contain modifications to protease cleavage sites of HA which affect the normal function of the protein. Adenoviral constructs expressing the same inserts have been engineered for prime boost strategies. Protein-based vaccines based on protein production from insect or mammalian cells using foldon trimerization stabilization domains with or without cleavage sites to assist in purification of such proteins have been developed. Another embodiment of this invention is the work with HA pseudotyped lentiviral vectors which would be used to screen for neutralizing antibodies in patients and to screen for diagnostic and therapeutic antivirals such as monoclonal antibodies.
Applicants:👇🏼👀👀
The government of the United States of America. As represented by the Secretary, Department of Health and Human Services.
🔸National Institute and Human Services-Office of Techn-6011 Executive Blvd., Suite 325-Rockville, Maryland 20852-3804, US
The government of the United States of America. As represented by the Secretary, Department of Health and Human Services.
🔸Centers for Disease Control and Prevention-4770 Buford Hwy(K79)-Atlanta, Georgia 30333,US
Inventors:👇🏼
NABEL, Gary, J.
KONG, Wing-pui
YANG, Zhi-yong
TUMPEY, Terrence
Agents:👇🏼
DELANEY, Karoline, A.
11
58
110
20,575

14 May 2024
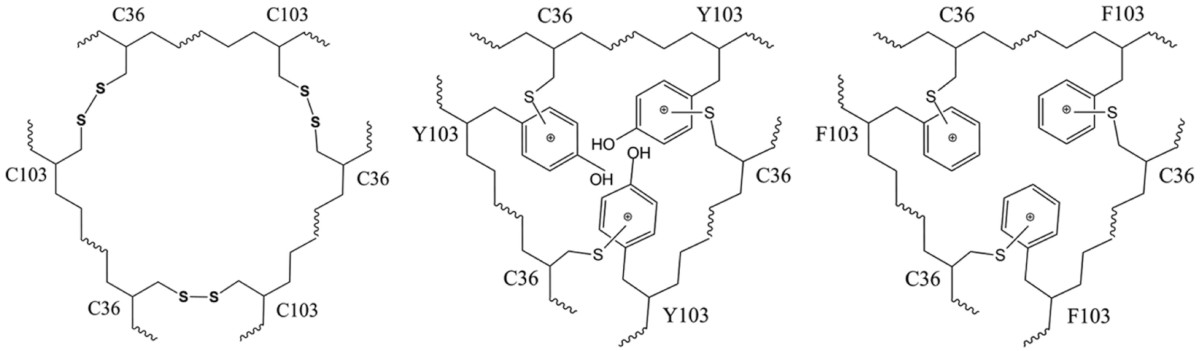
Protein trimerization:
Lee et al @PusanUni provide evidence that formation of active heat shock factor trimers is driven not only by disulfide bonds but by interactions between cysteine and aromatic ring residues.
pubs.acs.org/doi/10.1021/acs…
#heatshock
#chaperone
#oligomer
#fish
2
3
1,217