
Joined November 2009
- Tweets 108,987
- Following 899
- Followers 1,281
- Likes 41,734
3,628 Photos and videos







Dad retweeted

8 May 2025
This is a very strong biography telling a story of a deep commitment to public service and national defense. She’s running against one of the most malicious, ignorant, and least capable Representatives to have served in the U.S. House. One to watch!
8 May 2025

My name is Eileen Laubacher, and I am the Democrat and retired U.S. Navy Admiral running against Lauren Boebert here in Colorado’s 4th congressional district.
60
713
2,249
94,973

2 Apr 2025
Sounds like an advertisement….
19 Mar 2025

Google DeepMind just did 800 years of research in months.
What they discovered makes the computer, internet, and mobile phones look primitive.
It will transform how we work forever.
Here's what it means for the future of humanity:🧵

62
10 Dec 2024
Wow
4 Dec 2024

The combined net worth of America's twelve wealthiest people just passed $2 trillion.
12 people. $2 trillion.
The bottom half of America collectively holds $3.5 trillion.
Wealth inequality is eating this country alive.
36
Dad retweeted

10 Dec 2024
🌧️Be prepared for winter weather. Whether it's slick roads, snowstorms or heavy rain, a little planning goes a long way for your safety. Remember to slow down and leave plenty of distance between you and the car in front of you. MORE: multco.us/info/winter-travel
w - @MultCoEM
1
6
7
1,567
Dad retweeted

23 Nov 2024
Fun fact;
In the outskirts of Portland is a nice little shop in an anonymous industrial park. You walk in to a little foyer with a folding card table and 9 thick, vacuum sealed Mylar bags, each about 1' long and 4" in diameter. They are sitting on top of about 70 pages of paperwork. This is the entirely daily production of this facility.
Inside are a bunch of old Mori Seiki NLX lathes - the old ones, before Mitsui bank let Dr. Mori train wreck the company with the DMG merger. Aside from a little wear on the interior paint, the 7 lathes look like they just came out of the showroom. In fact, the whole place looks like a machine tool showroom - spotlessly clean, with a thick, perfectly level urethane floor that a product photographer could use as a mirror white background plane in an Apple ad.
There are a few big things in our lives that are literally held together with a couple of fasteners. One example; every Boeing and Airbus engine is held onto the wing by only 2 bolts, and this is the shop that makes them. Boeing and Airbus both require multiple suppliers for critical components, so this is not the only shop that makes these bolts, but the nearest competitor is in Seattle (close to Boeing, but far enough away that the Cascadia Subduction Zone quake won't take both out).
The shop bay next door is equally clean, but contains a vacuum furnace and the most through inspection lab I've ever seen. X-ray and magnetic particle inspection, CMM, optical comparators. In the corner is a cherry red custom painted Lista cabinet where raw blanks are stored. An identical Lista cabinet in Green is at the opposite side of the shop. Raw material comes in, gets inspected, heat treated, inspected again, and moves from the Red to Green cabinet, collecting about half the paperwork along the way.
The blanks take about 3 days to go from a cylinder of Sandvik or Thyssen-Krupp steel into a bolt. One machine, the oldest, is used to rough the blank into a pair of concentric cylinders, the second oldest machine roughs the hex head, before the bolt is stress relieved and allowed to rest for 36 hours. Another machine finishes the hex and applies chamfers, these are final surfaces.
The final step is the threads, where things get interesting. They are cut in 3 steps; roughed, semi-finished, and finished. The secret sauce here is that a new insert is always used as the semi-finisher, and the semi-finished state is very very carefully measured to compensate that exact insert. The final finishing pass is taken in one (surprisingly healthy) hit using the data from the semi-finishing pass to be on-dimension within about 2µm. The key insight they had is that you get a better surface finish off of a tool that has already taken a couple of cuts. The threads look like you wrapped a mirror around a spiral staircase; their process is so dialed-in that their work competes with thread-grinders for dimensional and surface quality. Even so, just before inspecting with old-school thread wires at the machine - the guy running the lathe spins it at about 500rpm and reaches in with a Bright Boy stick and touches them up, runs his fingers over them, and gives them the most important QC they'll receive. This guy has been on this machine for 15 years; nearly every aircraft passenger aircraft in the sky is held together by at least one bolt that has passed his touch inspection.
Of course, the engineers in Renton or Toulouse won't just accept that Mitch in Gresham touched this bolt so it is good... so whole reams of paperwork are geared by regularly calibrated Zeiss metrology gear that does a complete dimensional inspection, another magnetic particle inspection (3 in total), and an X-ray. Having said that, Mitch rejects more than Zeiss does (about 2-3%).
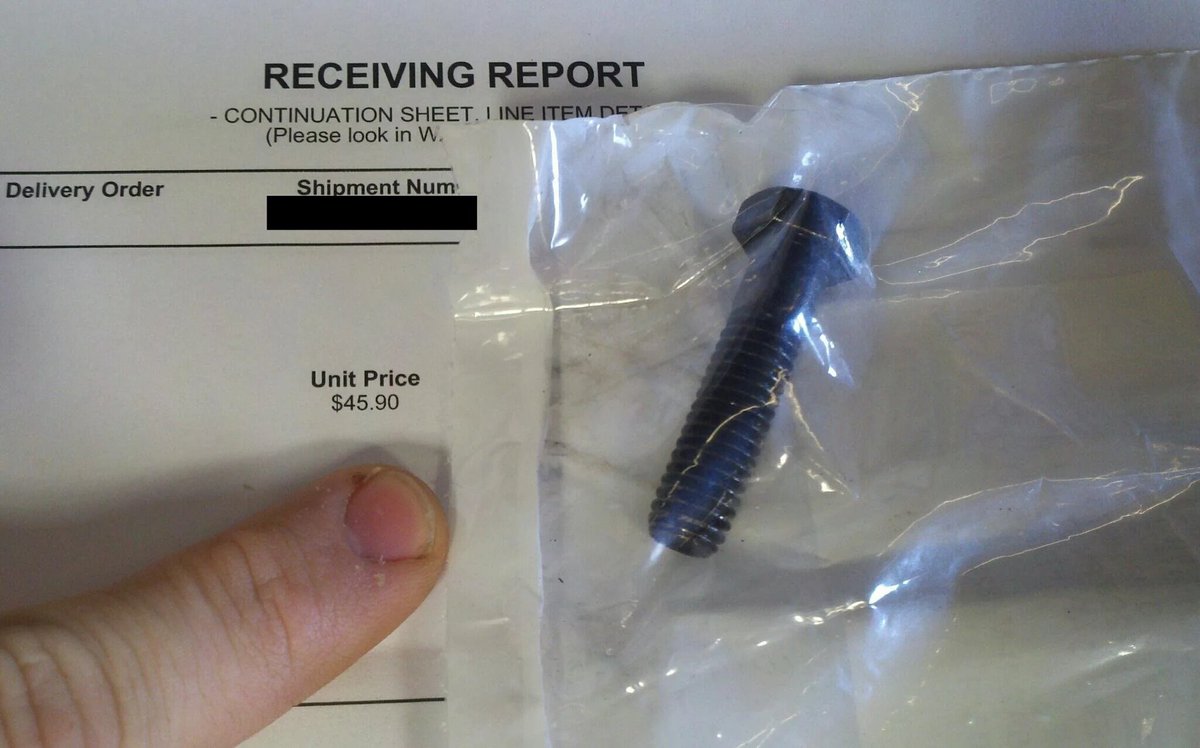
You want to pay more than $45 for each of these bolts.
22 Nov 2024

The US Military paid $45 dollars for this one bolt
Community note
This is a picture of an AN series bolt, used on various components of an aircraft.
These bolts might seem expensive, but with the FAA’s strict quality control and limited production, the price is considered pretty standard.
machinedesign.com/mechanical-mot…
kitplanes.com/whats-the-deal….
reddit.com/r/mildlyintere…
- Also an A&
366
1,853
15,512
1,645,037
23 May 2024
hey @BWBooks I appreciate that you're a B Corp and donating books and supporting non-profits, but I *really* wish you'd not send me books in *plastic envelopes* 😿
Lots of quality paper padded envelopes exist; even Amazon is moving away from non-recyclable packaging.
52
Dad retweeted

16 Apr 2024
Excavator operator playing with a scrapped Learjet at Miami-Opa Locka Executive Airport.
248
4,006
27,427
24,557,236
Dad retweeted

28 Feb 2024
It pains me to announce that I was fired from Apple today.
I was the engineer responsible for designing the charge port at the bottom of the Apple car

207
560
19,044
930,494
Dad retweeted

11 Sep 2023
This man's name is Rick Rescorla.
22 years ago today, Rick disobeyed orders, and saved 2700 lives.
Rick was the head of security for Morgan Stanley in the South Tower of the World Trade Center. He warned that the Towers' basements were vulnerable to attack.
His warnings fell on deaf ears.
Then the 1993 attack happened, and people started listening to him.
After that attack, Rick implemented regular evacuation drills, using his megaphone to direct the thousands of employees out of their offices, down the stairwells, and out of the building to safety.
Born in Cornwall, Rick would sing Welsh and Cornish songs from his megaphone, as he directed the employees out of the building.
He would routinely tell all of the employees: in an emergency, no matter what chaos is happening around you, no matter what anyone tells you, leave your offices, go down the stairwells, and leave the building.
Rick told his wife Susan that he suspected another attack on the World Trade Center would happen, this time by air.
And 22 years ago today, on September 11, 2001, that attack happened.
When the first plane hit the North Tower, the Port Authority announced over the South Tower's speaker system "Please do not leave the building. This area is secure."
Rick ignored them.
"The dumb sons of b------s told me not to evacuate," he said to his best friend Dan. "They said it's just Building One. I told them I'm getting my people the f--k out of here."
And so Rick picked up his megaphone as he had done so many times before, told his employees not to listen to the orders, and directed them out of the building.
His Cornish songs helped keep their nerves calm as they evacuated, even after the second plane hit their Tower.
Once he had successfully evacuated his employees, Rick went back to look for survivors.
But first, he called his wife Susan.
"Stop crying. I have to get these people out safely. If something should happen to me, I want you to know I've never been happier. You made my life."
Rick rushed back to the South Tower.
That was the last time anyone saw him alive.
All but 6 of the more than 2700 Morgan Stanley employees survived.
Had they obeyed the Port Authority, they would all be dead.
Thankfully, they listened to Rick instead.
Rest in Peace, Rick. Thank you for your service.

1,947
21,260
95,697
7,744,339
Dad retweeted
11 Sep 2023
And with that, all the bad guys now know exactly what the price for an American citizen is, so now more of them will be kidnapped and held for ransom.
This is the sort of long-held lesson we've decided to unlearn for no good reason, but I guess we'll learn it again, painfully
11 Sep 2023

BREAKING: US makes deal with Iran to swap prisoners and release $6 billion in frozen Iranian funds - AP
2
2
3
960
Dad retweeted

23 Aug 2023
Heroku is hiring in #AI! I'm about to open two leadership roles, software architect and engineering director, to lead our AI/ML engineering initiative. We are also recruiting an AI product leader. We 💜 ethical AI here at Heroku and Salesforce. DM me!
4
7
917
29 Jun 2023
Figured out how to go beyond cargo shorts in terms of fashion faux pas:
Cargo shorts held up with suspenders! 😂
(Weight loss means no hips or butt to hold up my pants, and incision tenderness means can’t cinch belt tight enough to hold them up).
1
1
152
Dad retweeted

21 Jun 2023
New meta-analysis on risk of myocarditis from COVID infection & vaccination
sciencedirect.com/science/ar…
Risk of myocarditis in teens 12-17:
🔹after COVID💉vaxx was no higher than after other vaccinations.
🔹after COVD INFECTION was SIGNIFICANTLY HIGHER than after COVID vaxx💉.

600
1,257
4,128
1,087,733
Dad retweeted

27 Apr 2023
Dear Twitter, we're hiring! We're hunting for an experienced Unity programmer to help us finish our 2D Metroidvania, Savior. Please send a DM here or email to info@starsoft.com if interested! Thank you!
4
31
61
27,856
21 Mar 2023
@bbum not sure if this is something lots of folks are doing or not, but this guy is using a 3D printer as a macro stacked image focusing rig. Seems like a creative and neat idea.
mastodon.art/@twobraids/1097…
2
2
80
21 Mar 2023
He hasn’t put together a blog post about the setup yet, but said in one post, “I converted my old TAZ4 3D printer into a photographic macro focusing rail. In just seconds, it converts back into a 3D printer.”
1
68
Dad retweeted
16 Mar 2023
Please RT: We are hiring College to County interns for a variety of paid positions at MultCo, but the April 2 application deadline is almost here.
You don’t want to sleep on this opportunity — apply today: multco.us/C2CApply

ALT In the front of the image is "Interns Wanted”, with details on how to apply. The background shows a table with individuals working and chatting on their laptops
1
11
9
2,943
13 Mar 2023
Any hints on how to get your deposit refund from @Tesla to actually show up?
They sent a confirmation email Dec 17th, 2022 but still no credit card credit or check in the mail… No contact information of any use on their site.
1
137
13 Mar 2023
Called local store's sale's number and got someone who knew what to do. It got sent via their merchant processor but looks like it was ApplePay and didn't get back to my credit card. He's calling their merchant processor to get me the detailed transaction letter to take to CC co.
1
63
13 Mar 2023
So if you're waiting on a refund still that is one way to figure out what the problem is and, maybe, get it moving again.
37