Jun 12
Take a look at the #RKC PF900 ramp soak controller pyrosales.com.au/blog/cat/te… #pyrosales #temperaturecontroller #sensor #thermocouple

6

Readily Available
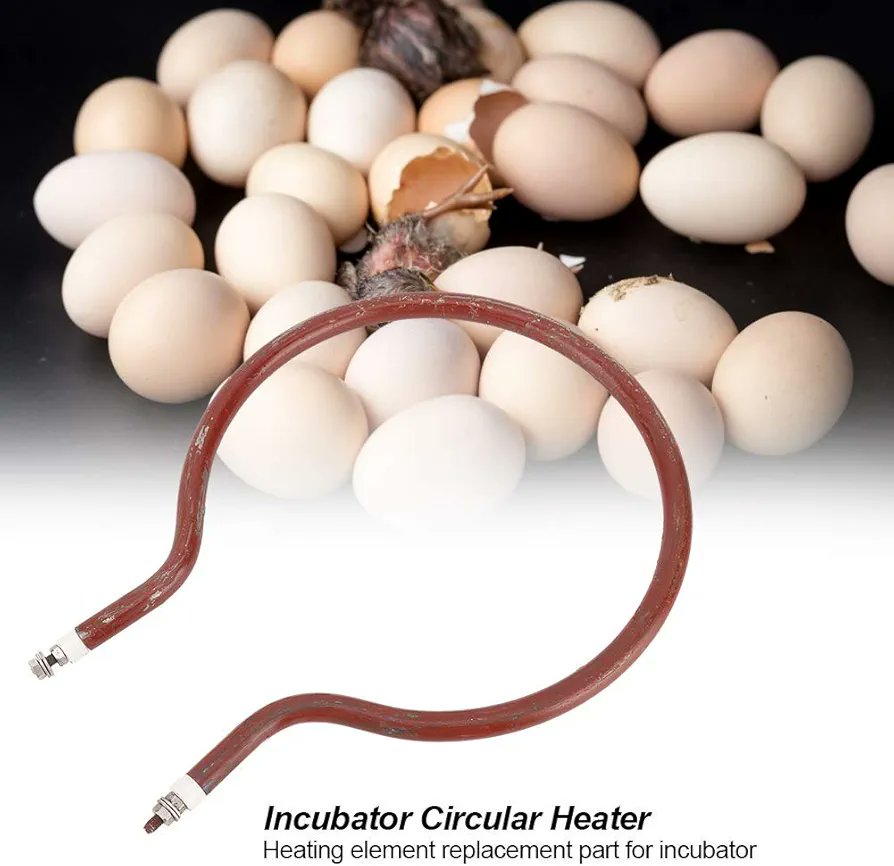
✅Incubator Circular Heating Element for Plate Cabinet Egg Incubators(200W)&(300W)
✅Heating Element for Incubator.
💰K45,000
✅IncubatorFan's(220-240V)
💰@K35,000
TemperatureController
💰K30,000
Lilongwe📍☎️099 83 79 261 #IncubatorOwner'sDM
#PoultryFarmersDM



2
2
115

24 Oct 2025
⚙️Hanyoung Nux TC KX2N – Precision Temperature Controller
🏭 Saeed Boiler Network – A Name of Great Trust
🔧 The Best Source of Boiler, Burner & Brooder Parts
📞Contact Us:
📱0300-4213803 |💬0313-4595022 |☎️042-37664522
#SaeedBoilerNetwork #HanyoungNux #TemperatureController

2
17

3 Sep 2025
NC Series Digital PID Controllers – Precision Control for Your Industry:
The NC Series Digital PID Controllers (including models like **NC2438, NC2638, NC2738, NC2538, and NC2838**) are engineered for advanced process control. These controllers offer a comprehensive suite of features to ensure stable and accurate operation:
* Versatile Input Types: Supports a wide array of inputs including various Thermocouple (TC) types (K, J, R, S, B, E, N, T, W5Re/W26Re, PLII, U, L), RTD (PT100, JPT100, JPT50), and linear inputs (mA, mV, V).
* Flexible Output Options:Configurable with Relay, Voltage Pulse (for SSR drive), mA (DC 4~20mA, 0~20mA), and Voltage (DC 0~5V, 0~10V, 1~5V, 2~10V) outputs.
* Advanced Control Algorithms: Utilizes PID, PI, PD, P, ON/OFF, and FUZZY control algorithms for precise regulation.
* Auto-Tuning Function: Automatically calculates and sets optimized PID values for your system.
* Programmable RAMP/SOAK: Certain programmable models (like NC2438P, NC2638P, NC2738P, NC2538P, NC2838P) offer 2 patterns with 8 segments each for complex temperature profiles, which can be linked for up to **16 segments.
* Comprehensive Alarm Functions:Features multiple alarm outputs (AL1, AL2, AL3) with 16 different alarm modes, including deviation, process, band, segment end, program run, and system failed alarms.
* Heater Break Alarm (HBA): An integrated function that detects AC current flow through the heater using a Current Transformer (CT) and activates an alarm if the current falls below a set value.
* Communication Capabilities: Supports MODBUS RTU, MODBUS ASCII, and TAIE protocols via RS232, RS485, and TTL communication.
* Robust Design: Features IP65 water/dust proof protection and holds CE approvals (LDV: EN61010-1, EMC: EN 55 022) for reliability and safety.
* Special Control Outputs: Capable of 1Ø/3Ø phase angle control, 1Ø/3Ø zero crossing control, and 3-wires proportional motor valve control.
* Variety of Dimensions: Available in different sizes such as 48x48mm (NC2438), 96x48mm (NC2638), 72x72mm (NC2738), 48x96mm (NC2538), and 96x96mm (NC2838).
* Power Supply: Operates on AC 85~265V or DC 15~50V (optional).
Want to buy or sell industrial products globally?
Pneucons is trusted by 10,000 global buyers across 63 countries. Explore verified sellers, original products, competitive pricing, and seamless procurement.
Start Buying: pneucons.com
Sell With Us: pneucons.com/sell
WhatsApp your Inquiries: wa.me/916353534953
Subscribe for buyer inquiries, monthly reports, and behind-the-scenes of building a global B2B marketplace from India.
Join Our WhatsApp Channel: whatsapp.com/channel/0029Va9…
#industrialmaintenance #industrialautomation #industrial #industrialequipment #pneucons #PIDcontroller #digitalcontroller #temperaturecontroller #processcontrol #RAMPSOA #autotuning #thermocouple #RTD #SSRdrive #relayoutput #mAoutput #RS485 #RS232 #MODBUS #IP65 #heaterbreakalarm #phaseanglecontrol #zerocrossingcontrol #motorvalvecontrol #precisioncontrol
1
2
323

20 Jul 2025
I can assure you without hesitation that a gcode file is plain ascii text. Here is a small cube, 20x20x5mm.
; G-Code generated by Simplify3D(R) Version 5.1.2
; Jul 19, 2025 at 11:04:52 PM
; Settings Summary
; processName,Process 1
; autoConfigureMaterial,PLA
; autoConfigureQuality,Fast
; targetModels,testcube_20mm
; profileName,Hamburger PLA
; profileVersion,2025-07-19 23:04:05
; app,S3D-Software 5.1.2
; technology,fff
; baseProfile,Default
; extruder,Extruder 1
; toolheadNumber,0
; nozzleDiameter,0.40000
; extrusionMultiplier,1.00000
; extrusionWidthMode,automatic
; extrusionWidth,0.44000
; useRetraction,1
; retractDistance,0.60000
; extraRestartDistance,0.00000
; retractVerticalLift,0.50000
; retractSpeed,3600.00000
; useCoasting,1
; coastingDistance,0.40000
; useWiping,0
; wipingDistance,0.50000
; speedMaxFlowRate,1000.00000
; toolheadOffsetX,0.00000
; toolheadOffsetY,0.00000
; filamentDiameter,1.75000
; filamentPricePerKilogram,18.00000
; filamentDensity,1.25000
; primaryExtruder,Extruder 1
; layerHeight,0.30000
; topSolidLayers,2
; bottomSolidLayers,2
; outlinePerimeters,2
; useVaseMode,0
; useAdaptiveLayerHeights,0
; minAdaptiveLayerHeight,0.20000
; maxAdaptiveLayerHeight,0.30000
; adaptiveSmoothingLevel,10
; horizontalOuterCompensation,0.00000
; horizontalInnerCompensation,0.00000
; firstLayerUnits,percentage
; firstLayerHeightPercentage,95
; firstLayerWidthPercentage,103
; firstLayerSpeedPercentage,50
; firstLayerHeightAbsolute,0.30000
; firstLayerWidthAbsolute,0.40000
; firstLayerSpeedAbsolute,900.00000
; startPointStrategy,random
; alignStartPointsX,150.00000
; alignStartPointsY,150.00000
; restrictStartPoints,1
; perimeterPrintingOrder,inside_out
; islandPrintingOrder,closest
; printInfillBeforePerimeters,0
; useSkirt,0
; skirtExtruder,Extruder 1
; skirtLayers,1
; skirtOffset,3.00000
; skirtOutlines,1
; useRaft,0
; raftExtruder,Extruder 1
; raftBaseLayers,1
; raftTopLayers,2
; raftOffset,3.00000
; raftSeparationDistance,0.20000
; raftSpeedUnits,percentage
; raftSpeedPercentage,25
; raftSpeedAbsolute,600.00000
; usePrimePillar,0
; primePillarExtruder,All Extruders
; primePillarWidth,12.00000
; primePillarLocation,north_west
; primePillarSpeedPercentage,100
; primePillarInfillPercentage,100
; autoStopPrimePillar,0
; primePillarLayersAfterAutoStop,0
; useOozeShield,0
; oozeShieldExtruder,All Extruders
; oozeShieldOffset,2.00000
; oozeShieldOutlines,1
; oozeShieldSidewallShape,waterfall
; oozeShieldSidewallAngle,30
; oozeShieldSpeedPercentage,100
; autoStopOozeShield,1
; oozeShieldLayersAfterAutoStop,0
; sparseInfillExtruder,Extruder 1
; sparseInfillPattern,rectilinear
; sparseInfillRotation,0
; sparseInfillPercentage,10
; sparseInfillExtrusionWidthPercentage,100
; sparseInfillCombinedLayers,1
; denseInfillLayers,2
; denseInfillPercentage,50
; infillOutlineOverlapPercentage,15
; minInfillLength,3.00000
; externalInfillPattern,rectilinear
; externalInfillRotation,0
; solidInfillThresholdArea,25.00000
; solidInfillExtraExpansion,0.20000
; useMonotonic,1
; useDiaphragm,0
; diaphragmSolidLayers,3
; diaphragmSpacingLayers,20
; topLayerExtraExpansion,0.50000
; topLayerExtrusionModifier,100
; overrideFanSpeedForTopLayer,0
; topLayerFanSpeedPercentage,100
; useIroning,0
; ironingOutlineOffsetPercentage,50
; ironingExtrusionWidthPercentage,25
; ironingExtrusionModifier,15
; ironingSpeedModifier,30
; sparseSupportExtruder,Extruder 1
; sparseSupportInfillPattern,aligned
; sparseSupportInfillRotation,0
; sparseSupportInfillPercentage,10
; sparseSupportOutlines,1
; sparseSupportCombinedLayers,1
; upperDenseSupportLayers,2
; lowerDenseSupportLayers,2
; denseSupportExtruder,Extruder 1
; denseSupportInfillPercentage,90
; denseSupportExtraExpansion,0.40000
; baseSupportLayers,2
; supportInflationDistance,0.50000
; supportHorizontalPartOffset,0.40000
; supportUpperSeparationLayers,1
; supportLowerSeparationLayers,1
; temperatureController,Extruder 1 Temperature
; enableTemperatureController,1
; temperatureNumber,0
; temperatureType,extruder
; stabilizeAtStartup,1
; temperatureSetpoints,1|240,3|235,5|230,6|225
; useIdleCooldown,0
; cooldownTemperature,150
; cooldownRequiredIdleTime,180
; cooldownReheatTime,60
; temperatureController,Heated Bed
; enableTemperatureController,1
; temperatureNumber,0
; temperatureType,platform
; stabilizeAtStartup,1
; temperatureSetpoints,1|60
; useIdleCooldown,0
; cooldownTemperature,150
; cooldownRequiredIdleTime,180
; cooldownReheatTime,60
; fan,Fan Left
; fanNumber,0
; fanType,extruder
; blipFanToFullPower,1
; fanSetpoints,1|20,3|30,5|40,7|50,9|60,11|70,13|80,15|90,16|100
; increaseFanForQuickLayers,1
; fanMaxQuickLayerTime,10.00000
; fanMinQuickLayerTime,15.00000
; maxQuickLayerFanSpeedPercentage,100
; fan,Fan Right
; fanNumber,2
; fanType,extruder
; blipFanToFullPower,1
; fanSetpoints,1|20,3|30,5|40,7|50,9|60,11|70,13|80,15|90,16|100
; increaseFanForQuickLayers,1
; fanMaxQuickLayerTime,10.00000
; fanMinQuickLayerTime,15.00000
; maxQuickLayerFanSpeedPercentage,100
; defaultPrintSpeed,3600.00000
; outerPerimeterSpeedPercentage,50
; innerPerimeterSpeedPercentage,70
; topLayerSpeedPercentage,35
; solidInfillSpeedPercentage,40
; sparseSupportSpeedPercentage,40
; denseSupportSpeedPercentage,70
; travelSpeedXY,4800.00000
; travelSpeedZ,1002.00000
; reduceSpeedForQuickLayers,0
; speedMaxQuickLayerTime,15.00000
; minQuickLayerSpeedPercentage,20
; reduceSpeedForShortPerimeters,1
; speedMaxShortPerimeterLength,10.00000
; minShortPerimeterSpeedPercentage,30
; reduceSpeedForMaxFlowRate,0
; accelXY,1000.00000
; accelZ,250.00000
; accelE,100.00000
; jerkXY,420.00000
; jerkZ,24.00000
; jerkE,300.00000
; exportFileFormat,gcode
; useStickyCommands,1
; use5D,1
; relativeExtrusionDistances,1
; allowExtruderAxisZeroing,1
; independentExtruderAxes,0
; includeM10123,0
; includeThumbnailImages,0
; thumbnailImageEncoding,standard
; thumbnailImageSizes,300|300
; x3gMachineProfile,r2
; overrideStepsPerMillimeter,0
; stepsPerMillimeterX,88.57319
; stepsPerMillimeterY,88.57319
; stepsPerMillimeterZ,400.00000
; stepsPerMillimeterA,96.27520
; stepsPerMillimeterB,96.27520
; xyzFileFormatVersion,1
; makerBotMachineProfile,replicator_5
; makerBotModelExtruder,mk13
; makerBotSupportExtruder,mk14_s
; makerBotModelMaterial,pla
; makerBotSupportMaterial,pva
; globalOffsetX,0.00000
; globalOffsetY,0.00000
; globalOffsetZ,0.00000
; applyToolheadOffsets,0
; buildVolumeShape,rectangular
; buildVolumeX,295.00000
; buildVolumeY,295.00000
; buildVolumeZ,345.00000
; buildVolumeDiameter,200.00000
; originOffsetX,0.00000
; originOffsetY,0.00000
; originOffsetZ,0.00000
; homingDirectionX,min
; homingDirectionY,min
; homingDirectionZ,min
; mirrorVisualX,0
; mirrorVisualY,1
; mirrorVisualZ,0
; machineBackgroundModel,
; startingScript,G28; Home all axes|G29; Start ABL|G92 Z6.9; ABL offset in mm|G1 X10 Y275 F10000; move to unused front edge|G1 Z0.35 F1000|G1 Y180 E20 F1000|G1 Y180 Z0.075 F1000 ; wipe off tail|G1 Z1|G92 E0
; preLayerChangeScript,
; postLayerChangeScript,
; preRetractionScript,
; postRetractionScript,
; preToolChangeScript,
; postToolChangeScript,
; processChangeScript,
; endingScript,M104 S0 ; turn off extruder|M140 S0 ; turn off bed|G91 ; set to relative positioning|G1 Z5 F5000 ; lift nozzle|G90 ; set to absolute positioning|G4 P2; oause two seconds|G28 X0 ; home X axis|M84 ; disable motors|M106 S0 ; Disable Part Cooling Fans|M107 ; Disable Extruder Fan
; postProcessingScript,
; useBridging,1
; bridgingThresholdArea,20.00000
; bridgingInfillExtraExpansion,0.50000
; bridgingExtrusionModifier,80
; bridgingSpeedModifier,20
; overrideFanSpeedForBridging,1
; bridgingFanSpeedPercentage,100
; useFixedBridgingAngle,0
; fixedBridgingAngle,0
; applyBridgingToPerimeters,1
; bridgingPerimeterExtraOverlap,0.00000
; minBridgingPerimeterLength,10.00000
; useToolChangeRetraction,1
; toolChangeRetractDistance,12.00000
; toolChangeExtraRestartDistance,-0.50000
; toolChangeRetractSpeed,600.00000
; toolChangePrimeOnFirstUse,0
; toolChangeRetractAtEnd,0
; externalThinWallType,single_extrusions
; internalThinWallType,single_extrusions
; thinWallAllowedOverlapPercentage,20
; singleExtrusionMinLength,0.20000
; singleExtrusionMinWidthPercentage,40
; singleExtrusionMaxWidthPercentage,200
; singleExtrusionEndpointExtensionDistance,0.20000
; onlyRetractWhenCrossingOutlines,1
; retractBetweenLayers,0
; retractOnTopLayers,1
; useRetractionMinTravel,0
; retractionMinTravel,3.00000
; useRetractionMinExtrusion,0
; retractionMinExtrusion,3.00000
; onlyVerticalLiftOnTopLayers,1
; retractWhileWiping,1
; wipingMode,any_feature
; avoidCrossingOutlines,0
; maxMovementDetourFactor,3.00000
; openLoopSlicingBehavior,heal
; openLoopThickenWidth,0.40000
; slicingRegionRepairMode,alternating
G90
M83
M106 S255 P0
G4 P500
M106 S51 P0
M106 S255 P2
G4 P500
M106 S51 P2
M140 S60
M190 S60
M104 S240 T0
M109 S240 T0
G28; Home all axes
G29; Start ABL
G92 Z6.9; ABL offset in mm
G1 X10 Y275 F10000; move to unused front edge
G1 Z0.35 F1000
G1 Y180 E20 F1000
G1 Y180 Z0.075 F1000 ; wipe off tail
G1 Z1
G92 E0
; process Process 1
; layer 1, Z = 0.2850
T0
G1 E-0.60000 F3600
; feature inner perimeter
; tool H0.2850 W0.494
G1 X156.758 Y138.242 F4800
G1 Z0.2850 F1002
G1 E0.60000 F3600
G1 X156.758 Y156.758 E1.08474 F1260
G1 X138.242 Y156.758 E1.08474
G1 X138.242 Y138.242 E1.08474
G1 X156.358 Y138.242 E1.06130
G1 X156.758 Y138.242 F1260
; feature outer perimeter
G1 X157.253 Y137.747 F4800
G1 X157.253 Y157.253 E1.14266 F900
G1 X137.747 Y157.253 E1.14266
G1 X137.747 Y137.747 E1.14266
G1 X156.853 Y137.747 E1.11923
G1 X157.253 Y137.747 F900
; feature solid layer
G1 X156.338 Y138.859 F4800
G1 X156.141 Y138.662 E0.01630 F720
G1 X155.442 Y138.662 E0.04096
G1 X156.338 Y139.558 E0.07422
G1 X156.338 Y140.257 E0.04096
G1 X154.743 Y138.662 E0.13215
G1 X154.044 Y138.662 E0.04096
G1 X156.338 Y140.956 E0.19007
G1 X156.338 Y141.655 E0.04096
G1 X153.345 Y138.662 E0.24800
G1 X152.646 Y138.662 E0.04096
G1 X156.338 Y142.354 E0.30592
G1 X156.338 Y143.054 E0.04096
G1 X151.946 Y138.662 E0.36385
G1 X151.247 Y138.662 E0.04096
G1 X156.338 Y143.753 E0.42177
G1 X156.338 Y144.452 E0.04096
G1 X150.548 Y138.662 E0.47970
G1 X149.849 Y138.662 E0.04096
G1 X156.338 Y145.151 E0.53762
G1 X156.338 Y145.850 E0.04096
G1 X149.150 Y138.662 E0.59555
G1 X148.450 Y138.662 E0.04096
G1 X156.338 Y146.550 E0.65347
G1 X156.338 Y147.249 E0.04096
G1 X147.751 Y138.662 E0.71140
G1 X147.052 Y138.662 E0.04096
G1 X156.338 Y147.948 E0.76932
G1 X156.338 Y148.647 E0.04096
G1 X146.353 Y138.662 E0.82725
G1 X145.654 Y138.662 E0.04096
G1 X156.338 Y149.346 E0.88517
G1 X156.338 Y150.046 E0.04096
G1 X144.954 Y138.662 E0.94310
G1 X144.255 Y138.662 E0.04096
G1 X156.338 Y150.745 E1.00102
G1 X156.338 Y151.444 E0.04096
G1 X143.556 Y138.662 E1.05895
G1 X142.857 Y138.662 E0.04096
G1 X156.338 Y152.143 E1.11687
G1 X156.338 Y152.842 E0.04096
G1 X142.158 Y138.662 E1.17480
G1 X141.459 Y138.662 E0.04096
G1 X156.338 Y153.541 E1.23272
G1 X156.338 Y154.241 E0.04096
G1 X140.759 Y138.662 E1.29065
G1 X140.060 Y138.662 E0.04096
G1 X156.338 Y154.940 E1.34857
G1 X156.338 Y155.639 E0.04096
G1 X139.361 Y138.662 E1.40650
G1 X138.662 Y138.662 E0.04096
G1 X156.338 Y156.338 E1.46441
G1 X155.639 Y156.338 E0.04096
G1 X138.662 Y139.361 E1.40649
G1 X138.662 Y140.060 E0.04096
G1 X154.940 Y156.338 E1.34856
G1 X154.241 Y156.338 E0.04096
G1 X138.662 Y140.759 E1.29064
G1 X138.662 Y141.459 E0.04096
G1 X153.541 Y156.338 E1.23271
G1 X152.842 Y156.338 E0.04096
G1 X138.662 Y142.158 E1.17479
G1 X138.662 Y142.857 E0.04096
G1 X152.143 Y156.338 E1.11686
G1 X151.444 Y156.338 E0.04096
G1 X138.662 Y143.556 E1.05894
G1 X138.662 Y144.255 E0.04096
G1 X150.745 Y156.338 E1.00101
G1 X150.045 Y156.338 E0.04096
G1 X138.662 Y144.955 E0.94309
G1 X138.662 Y145.654 E0.04096
G1 X149.346 Y156.338 E0.88516
G1 X148.647 Y156.338 E0.04096
G1 X138.662 Y146.353 E0.82724
G1 X138.662 Y147.052 E0.04096
G1 X147.948 Y156.338 E0.76931
G1 X147.249 Y156.338 E0.04096
G1 X138.662 Y147.751 E0.71139
G1 X138.662 Y148.451 E0.04096
G1 X146.549 Y156.338 E0.65346
G1 X145.850 Y156.338 E0.04096
G1 X138.662 Y149.150 E0.59554
G1 X138.662 Y149.849 E0.04096
G1 X138.858 Y156.338 F720
G1 X138.662 Y156.142
; layer 2, Z = 0.5850
; feature inner perimeter
; tool H0.3000 W0.480
G1 X156.780 Y138.220 F4800
G1 Z0.5850 F1002
G1 X156.780 Y156.780 E1.11115 F2520
G1 X138.220 Y156.780 E1.11115
G1 X138.220 Y138.220 E1.11115
G1 X156.380 Y138.220 E1.08721
G1 X156.780 Y138.220 F2520
; feature outer perimeter
G1 X157.260 Y137.740 F4800
G1 X157.260 Y157.260 E1.16863 F1800
G1 X137.740 Y157.260 E1.16863
G1 X137.740 Y137.740 E1.16863
G1 X156.860 Y137.740 E1.14468
G1 X157.260 Y137.740 F1800
; feature solid layer
G1 X138.723 Y156.372 F1260
G1 X138.628 Y156.277
G1 E-0.60000 F3600
G1 Z5.5850 F1002
; layer end
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
G91 ; set to relative positioning
G1 Z5 F5000 ; lift nozzle
G90 ; set to absolute positioning
G4 P2; oause two seconds
G28 X0 ; home X axis
M84 ; disable motors
M106 S0 ; Disable Part Cooling Fans
M107 ; Disable Extruder Fan
; Build Summary
; Build Time: 0 hours 4 minutes
; Material Length: 422.9 mm (0.42 m)
; Material Volume: 1017.3 mm^3 (1.02 cc)
; Material Weight: 1.27 g (0.00 lb)
; Material Cost: 0.02
14
255

10 Sep 2024
Customers maltreat me thousands of times, but I treat customers like first love! This is our service attitude!
#toolmaking
#temperaturecontroller #nozzle #thermocouple #heater #copperheater #valvegate #hotrunner
#hotrunnersystem #sidegate #YUDO #MoldMasters #hotrunnerheater


62

2 Sep 2024
Rhong RDC Honeycomb Drying and Dehumidifying,All-in-One Compact Dryer,3 IN 1 Compact Dryer,All-in-One Dehumidifying Dryer,Honeycomb Rotor 3-in-1Compact Dryer (StandardType) Email:rhong@rhongmachines.com rhongmachines.com #waterheater #waterheating #temperaturecontroller
2
63

20 May 2024
Temperature controller. Replacing and adjusting the temperature controller on a cargo crane
✅ Read article ➡️ eto-engineer.com/2024/05/rep…
#cargocranes #hydraulic #PID #PT100 #RTD #safetydevices #sensors #temperature #temperaturecontroller #troubleshooting
3
21

24 Mar 2023
Greenhouse, Temperature and Humidity Application
Temperature and Humidity Controller (ESM-3723)
#emkoelektronik #industrial #electronic #humidity #temperature #pt100 #pronemmini #greenhouse #processcontroller #temperaturecontroller #humiditycontroller

1
2
48

28 Nov 2022
One of the essential steps for producing a decent beer for craft brewers or home brewers is a #temperaturecontroller. Malting, mashing, lautering, boiling, fermenting, conditioning, filtering, and packaging are some of the phases in the brewing process. mebamcb.com/product/temperat…

3
11 Oct 2022
Temperature controllers accept a temperature sensor such as a thermocouple or RTD as input and deliver an output to a control element by comparing the real temperature. #MEBA provides industry standard #temperaturecontroller online with affordable price. mebamcb.com/product/temperat…

2
23 Aug 2022
REMOTE MONITORING AND CONTROL WITH
PROTAKAL SOFTWARE IN THE FOOD SECTOR
Digital PID Temperature Controller (ESM-3720)
#emkoelektronik #industrial #electronic #yerli #proses #sıcaklıkkontrol #nem #humidity #temperature #processcontroller #pronemmini #temperaturecontroller

1
2

"W1209 12V Digital Temperature Controller Module With Display and NTC Temperature Sensor"
Order it Now ---
zbotic.in/product/w1209-12v-…
#Temperaturecontroller #Module #digitaltamperature #Temperaturesensor #sensor #W1209 #zbotic #Electronics #Electrical #engineering
3
4
6 May 2022
#Meba #temperaturecontroller CX-48BD series #meter totally adopts imported elements with small volume, light weight, good outline, good reliability, strong shock #resistance and anti-jamming. It can be widely used for #temperaturemeasure and #autocontrol. bit.ly/393q8aE

2

7 Jan 2022
Mi fiebre oscila modo diablo
Diría Antu... se me bugueo el temperatureController
2

5 Jan 2022
With its new modular design, the #DTMSeries enables users to install the expansion modules for different temperature control operations within one application.
Click here to learn more:
delta-emea.com/Products/Cate…
#IndustrialAutomation #TemperatureController
2

28 Dec 2021
Wanna visualize and control the exact temperature of your refrigerator? Go for Elitech STC-1000X temperature controller!
More on the thermostat: elitechus.com/collections/un…
#temperature #controller #temperaturecontroller #ambienttemperature #thermostat #heating #cooling

1
23 Oct 2021
MEBA #temperaturecontroller is exclusively engineered to control heaters by receiving the sensor signals with a set point to maintain a preset temperature. These can also be used for measuring pressure, humidity , and flow-rate control. bit.ly/3EoWGpZ #Electronics
#meba

3

#AuToMore #gefran #gefranasia #TemperatureControlBiz #TemperatureController #TempControl #indicator @ Process Temperature Controller เครื่องควบคุมอุณหภูมิ ร้อน-เย็น instagram.com/p/CUZAG1QFdcx/…
2